 English
English
 Türkçe
Türkçe



Biogas and wastewater treatment plants are demanding production environments where equipment with very different load characteristics runs around the clock. From the mixer in the digester tank to the aeration blower, from the lift pump to the sludge scraper, an electric motor plays a critical role at every point. When sourcing motors for these plants, the buyer's priority is usually less an engineering preference and more a guarantee that the process keeps running: the right power and speed, resilience to the environment, fast availability from stock, and exact replaceability when needed. This guide is prepared to help purchasing and maintenance managers source digester mixer, blower and pump motors completely and without error.

Main Equipment Driven by Motors in Biogas and Treatment Plants
To plan a plant's motor requirement correctly, you first need to separate which equipment runs under which load profile. Very different motor classes operate side by side in the same plant, and their sourcing criteria are not identical. The mixer demands continuous, steady torque, the blower runs continuously and quietly at high speed, and the pump is sized by flow and head.
Digester Mixer and Agitator Motors
Mixing in the digester tank is the heart of biogas production. Keeping the sludge and organic load homogeneous, and preventing settling and crust formation, depends directly on the uninterrupted operation of the mixer motor. In this application the motor is usually paired with a gearbox; the high-speed motor motion must be converted into low-speed, high-torque output. Because agitators work in a viscous, dense medium, high starting torque and continuous S1 duty are essential. When a low output speed is required for direct drive, consider 6 and 8 pole low-speed asynchronous motor selection as well. To avoid motor-gearbox matching errors, clarify which electric motor fits a worm gear reducer by IEC frame and flange matching.
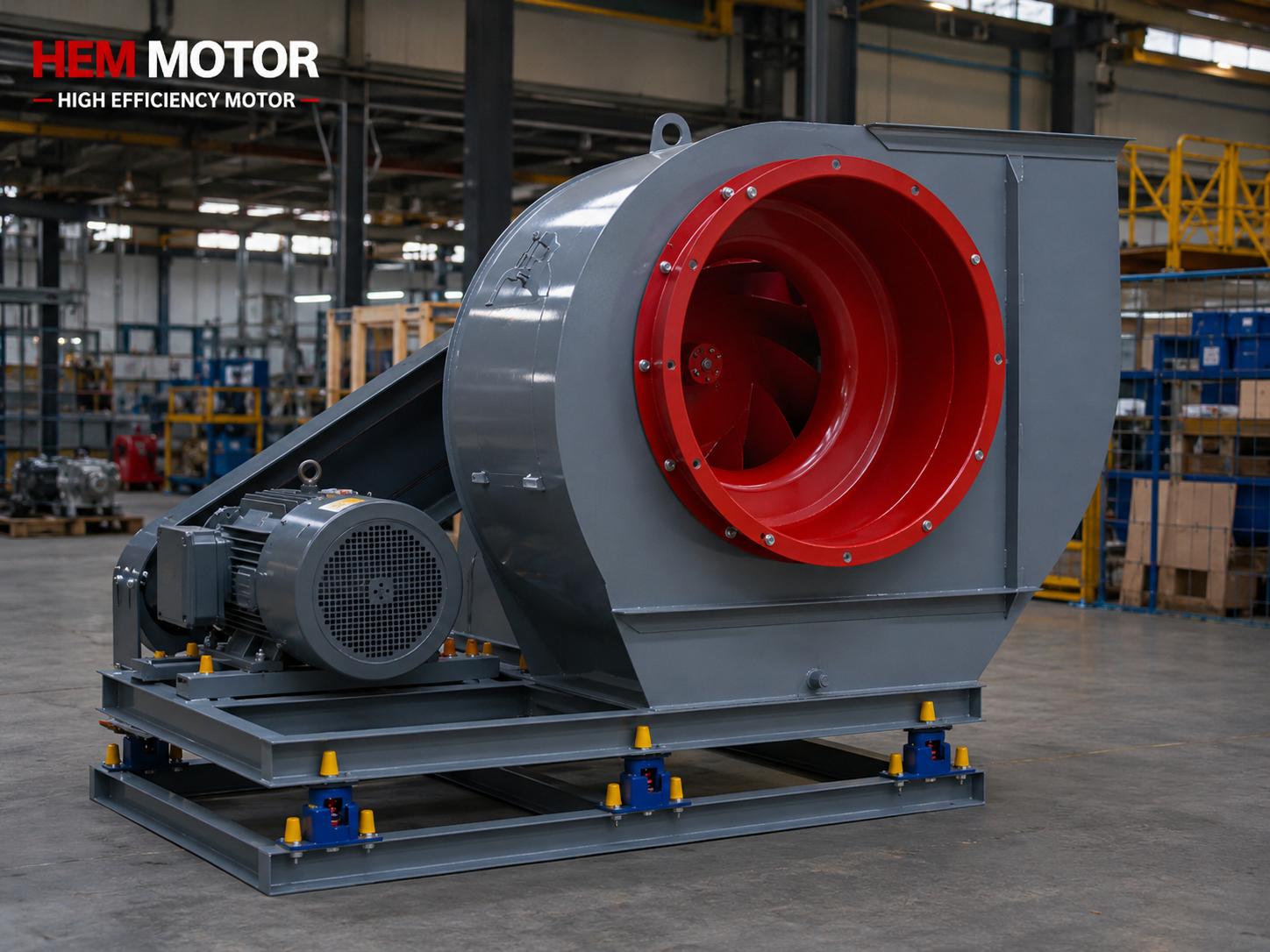
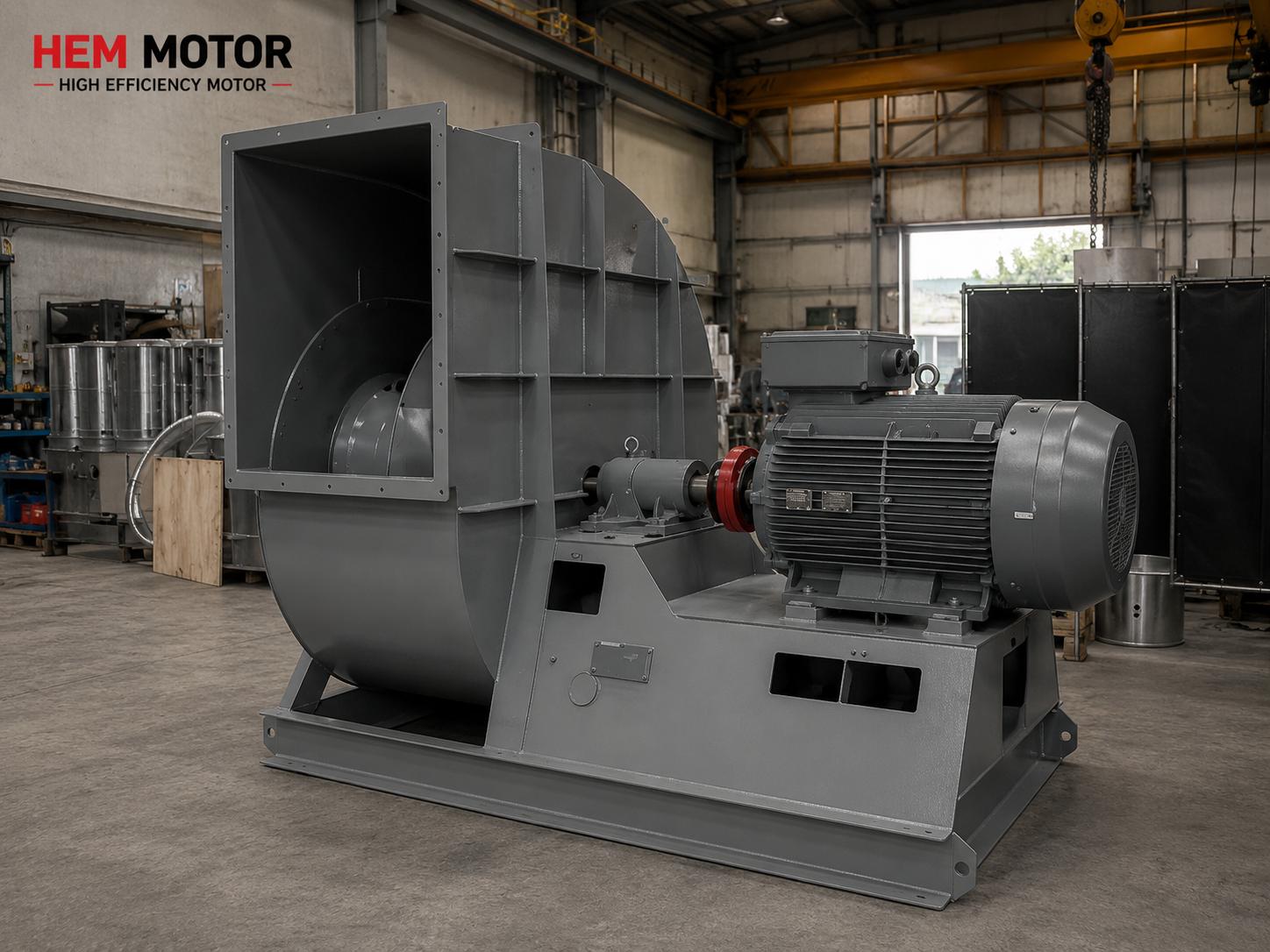
Blower (Side Channel and Roots) Motors
In aerated treatment plants, blowers that supply oxygen to microorganisms are among the highest energy-consuming equipment. Side channel blowers usually run with 2-pole high-speed (3000 rpm) motors, while Roots-type positive displacement blowers produce steadier torque at lower speed with 4-pole (1500 rpm) motors. Three points stand out in blower motors: low vibration at high speed, cooling suitable for continuous full-load operation, and high efficiency that lowers energy cost. For this reason, choosing IE4 efficient electric motors on the blower side can deliver significant savings on the annual electricity bill. For sealing and duty-type details in continuously running blower and vacuum applications, our vacuum pump and industrial blower motors guide will be useful.
Transfer, Sludge and Dosing Pump Motors
Pumps used to take raw wastewater into the plant, push sludge to the digester, and for final discharge require motors at different powers and speeds. Centrifugal pumps usually run with 2- or 4-pole motors, while submersible and drainage pumps work with special sealed designs. Knowing the flow and head is essential to size a pump motor correctly; our article on centrifugal pump motor selection by flow, head and power matching guides you step by step. For submersible pumps on the wastewater and sewage side, refer to submersible drainage and sewage pump motor selection.
ATEX, Methane Gas and Explosive Zone Risk
The most critical sourcing criterion for biogas plants is ATEX compliance. The digester tank, gas storage and some mixing zones fall under explosive atmosphere (Zone) classification due to methane concentration. Motors operating in these zones must be explosion-proof (Ex) certified, which is mandatory for legal and safety reasons. Which protection type is required in which zone, and where a standard motor is sufficient, are often confused. To clarify when an explosive-atmosphere motor is required, we recommend our guide on when an exproof (ATEX) motor is required and the exproof versus standard asynchronous motor comparison. In open, gas-free zones such as aeration basins and pumping stations, standard IP55 motors are usually sufficient, while near any gas line, exproof is the safe choice.
Corrosion, Moisture and IP Protection Class
Treatment plants are environments of constant moisture, aggressive gas (hydrogen sulfide) and splashing water. Under these conditions, a standard motor's frame and winding deteriorate quickly. Therefore, sourcing should prioritize a minimum of IP55 protection, IP65/IP66 outdoors, a cast iron frame, and cataphoresis coating against corrosion. For corrosion protection and open-field use, our articles on corrosion protection in cast iron body motors and choosing the right class with IP protection class selection: IP55, IP65, IP66 offer clear criteria. In salty and aggressive environments, cataphoresis coating for corrosion protection should be added to the specification.
Continuous Duty (S1) and Duty Type
In treatment and biogas plants, almost all main equipment runs 24/7. This makes it mandatory to select motors suitable for continuous duty (S1). A motor sized for a duty type other than S1 will overheat under continuous load and end its life early. For correct duty-type selection, electric motor duty type (S1-S6) selection is a comprehensive resource. Temperature monitoring is another critical topic in continuously running motors; here, winding temperature monitoring with PT100 and PTC thermistors reduces failure risk.
Power and Speed Matching: The Right Choice by Equipment
The most common purchasing mistake in treatment and biogas plants is choosing the right power but the wrong speed. The same 7.5 kW motor is ideal for a blower when chosen as 2-pole (about 2900 rpm), while it is the right choice for a mixer gearbox when chosen as 4-pole (about 1450 rpm). The number of poles determines not only speed but also the torque produced: as the pole count increases, speed drops and torque rises. This balance must be set separately for each piece of equipment in the plant. To calculate the required kW correctly for variable-load equipment such as pumps and fans, our article on motor power calculation: required kW for pump, fan and conveyor is a practical reference. To clarify pole count and application matching, the asynchronous motor buying guide on which pole count for which job: 2, 4, 6 poles shows the way.
As the plant grows, consolidating your motor stock around standard frame and mounting types makes future replacement and spare keeping easier. Blowers and pumps commonly use B3 foot-mounted and B5 flange mounting, while mixers coupled to a gearbox prefer B5 or B14 flanged motors. To choose the right mounting type, review our electric motor mounting types product group, and evaluate mounting selection for machine builders from the B5 flange versus B14 flange guide.
Starting and Commissioning
In high-power blower and pump motors, direct-on-line (DOL) starting draws a high inrush current that stresses the grid. Therefore, for motors above 7.5 kW, star-delta starting or a soft starter is preferred; this both protects the grid and reduces the shock on mechanical transmission components. The starting method is particularly important in high-inertia, high-torque applications such as mixers. Our article on starting AC asynchronous motors: star-delta or soft starter gives a clear answer on which method to use when. During commissioning, rotation direction, insulation resistance and first-start checks should not be neglected; for these checks, the electric motor commissioning and first-start checklist will be useful.
Energy Efficiency and Operating Cost
Because treatment plants run continuously, annual energy consumption determines total cost far more than the purchase price of the motors. On a continuously loaded blower or pump, raising the efficiency class by one step recovers the purchase-price difference many times over across the motor's economic life. Therefore, a total cost of ownership (TCO) perspective should be adopted in biogas and treatment projects; our article on how to calculate total cost of ownership (TCO) in high-efficiency motors addresses this in detail. In pump and fan applications, savings increase further when combined with a variable-frequency drive; high-efficiency motor plus VFD energy savings in pumps and fans makes this gain concrete.
The Right Motor Sourcing Strategy for the Plant
In a plant with many different motors, waiting through a long lead time at every failure means lost production. Therefore, keeping spare motors in critical powers is a wise approach. Our article on a critical spare motor list and stock planning guides which powers to keep in stock. For all your plant's motor needs, review our high efficiency electric motors and general-purpose motor product groups, and contact us for an exact replacement using your existing motor's nameplate data. You can reach all related guides from our industrial general purpose motors blog category.
Sludge Scraper, Screen and Auxiliary Equipment Motors
Alongside the main equipment, many auxiliary units are also motor-driven to keep the treatment plant running efficiently. Sludge scrapers in the settling tanks run at very low speed, high torque and usually with a gearbox; here low output speed and high starting torque are decisive. Bar screen and rake systems are driven by motors that separate coarse solids; screw conveyors by motors that transport sludge and waste; and presses by motors that dewater the sludge. Because this equipment usually runs continuously rather than intermittently, S1 duty and a high protection class are again important. For correct power-torque matching in screw and conveyor drives, our article on the conveyor belt motor emergency replacement checklist is a practical reference. To assess the direct-drive advantage in low-speed scraper and mixer drives, we recommend our article on low-speed high-pole motors: gearless direct drive.
The most common problem in these auxiliary equipment motors is inadequate sealing of the terminal box and cable entries that operate in a dusty, humid and aggressive environment. Including the guide on the motor terminal box and cable connection: IP protection and correct gland selection in the specification prevents early field failures.
Frequently Asked Questions
Does every motor in a biogas plant have to be exproof (ATEX)?
No, only motors at points that contact methane gas or fall under an explosive zone classification must be exproof. The digester mixer, gas line and storage zone typically require exproof. In open, gas-free zones such as aeration basins and pumping stations, motors with standard IP55 or higher IP protection are usually sufficient. If you share your plant's zone map, we can clarify together which motor is required at which point.
Is it worth choosing IE4 efficiency for a treatment plant blower motor?
Yes. Because blowers run continuously at high load, they are among the highest energy-consuming equipment in the plant. In such continuously running applications, IE4 super premium efficient motors deliver a clear saving on the annual electricity bill compared to lower efficiency classes and pay back the investment in a relatively short time. The difference grows further under continuous S1 load.
How do I replace my existing digester mixer motor exactly?
It is enough to send the power (kW), speed (rpm), frame size (IEC frame), mounting type (B3/B5/B35), shaft diameter and, if any, exproof certificate class from the existing motor's nameplate. With this data we can quickly ship a mechanically and electrically compatible motor, from stock when possible. If the nameplate is unreadable, correct matching can also be done with the gearbox type and application data.
Get a Quote
Contact us for fast supply of digester mixer, blower and pump motors in the right power, speed and protection class for your biogas and wastewater treatment plant. Let our expert team identify the motor that fits your ATEX, corrosion and continuous-duty criteria and prepare a clear quote. Phone: +90 (532) 345 49 86 · Create a quote request from our contact page.





