English
English
 Türkçe
Türkçe




Plastic extruders and continuous process lines are among the most demanding applications for an electric motor: the motor turns 24 hours a day, often seven days a week, at a high and almost constant torque. On such a line the motor does not merely turn; it directly sets production quality, the energy bill and the downtime risk. This is why choosing an IE4 Super Premium efficient motor for a plastic extruder is not just an efficiency preference but a concrete cost and continuity decision over thousands of running hours a year. This article looks, from a purchasing point of view, at driving a plastic extruder and process line with an IE4 motor: efficiency under continuous high load, the constant-torque characteristic, speed control with a drive, geared drive and correct power supply. Our aim is to help an operator buying a motor for an extruder or similar continuous process line ask the right questions and make the right decision.
Load Profile in a Plastic Extruder: Continuous and High
In an extruder the motor turns the screw to push molten plastic into the die under pressure. This load type has three clear features:
- Continuous operation (S1): Once the line has heated up and gone into production, it usually runs without stopping for whole shifts or even days. For the motor this is S1 continuous duty, the heaviest duty type.
- High and steady torque: The screw needs a high torque as it constantly pushes the viscous melt. This torque varies with material and speed but generally stays near the rated value.
- Constant-torque characteristic: Even as speed drops, the torque needed to turn the screw stays largely the same. This is a very different load from a pump or fan (variable torque).
These three features set the extruder apart from a typical industrial load. While a conveyor or fan turns off-load from time to time, the extruder hardly rests through production. This means the motor will run in the most demanding thermal and electrical condition, that is, near continuous full load. For such a duty the motor must be both high-efficiency and have the thermal reserve to carry this continuous load without overheating. In plastic processes every material needs a different viscosity and torque; the motor load can differ between lines processing PVC, PE, PP or recycled granulate, but the common point is continuity.
This profile means the motor will run near full load all year. On a motor running at full load for long hours, the difference between efficiency classes goes straight to the energy bill. We covered selecting the motor by load profile in plastic and rubber processing in our plastic injection and crushing motor selection article, and recycling/plastic-crushing line supply in our recycling and plastic-crushing motor supply content.
Why IE4? The Efficiency Advantage at High Running Hours
The IE4 Super Premium class runs with less loss, that is, less heat and less wasted energy, than standard motors of the same power. Most of a motor's lifetime cost is not the purchase price but the electricity it consumes. On an extruder motor running 6000-8000 hours a year, even a small difference in efficiency points reaches a meaningful amount over the years. This is exactly where the IE4 advantage appears: the higher the running hours, the bigger the gain from high efficiency. On a motor that runs a few hundred hours a year the efficiency-class difference is negligible, but on a continuously running extruder the same difference can reach a level that repays the motor's purchase price in a few years. So the purchasing decision should be made by looking not only at the sticker price but at lifetime cost; continuously running lines are where the highest efficiency class is most useful.
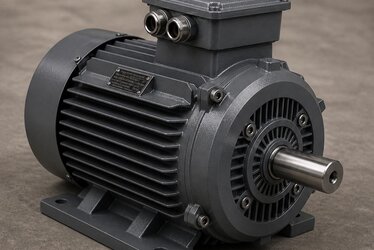
The HEM Motor range includes IE3 and IE4 class motors for the plastic and rubber processing sector with 100% copper winding, cast iron frame, high starting torque and suitability for continuous duty. We examined where IE4 efficiency losses are reduced in our IE4 motor efficiency losses article, and making the IE4 transition decision by running hours and payback in our IE4 vs staying with IE3 content. You can find the real gain of replacing an old motor with IE4 in our replacing an old motor with IE4 and payback guide.
Constant-Torque Region and Speed Control with a Drive
On an extruder line the production rate is set by screw speed; this is why extruder motors are almost always driven by a frequency drive (VFD). The drive lets the motor speed change with the material and output rate. The critical point here is that the extruder is a constant-torque load: even as speed drops, the torque needed to turn the screw stays the same. So the motor must deliver full torque at low speed too.
This has two important consequences. First, while the motor delivers full torque at low speed, the shaft-mounted cooling fan weakens; this is why forced (separately driven fan) cooling is often needed on extruder motors running over a wide speed range. Second, the drive and motor must be sized together. We covered the constant-torque vs variable-torque distinction in our constant torque vs variable torque article, and selecting an asynchronous motor with a VFD in our frequency drive (VFD) with asynchronous motor content.

Geared Drive: Low Speed, High Torque
The extruder screw usually has to turn at a much lower speed than the motor's rated speed (for example 1500 rpm). This speed reduction and torque increase is done with a gearbox. The motor turns efficiently at high speed, and the gearbox reduces speed and raises torque at the output. This is why an extruder drive is often an IE4 motor + gearbox set. The point to watch here is that system efficiency is the efficiency of the motor and gearbox together, not just the motor. Connecting a high-efficiency motor to a low-efficiency gearbox eats part of the gain; so on continuously running lines gearbox efficiency matters as much as motor efficiency. In gearbox selection the output speed (needed screw speed) and the needed output torque are decisive; when these two are given correctly, the gear ratio and the matching motor speed become clear. We covered the gain of using an efficient motor with a gearbox in our IE4 motor + gearbox combination article, and the geared-motor vs separate motor + reducer choice in our geared motor vs separate motor + reducer content. You can find IEC frame and flange matching for selecting a motor suited to a gearbox in our reducer motor matching (IEC) guide.
Starting Torque: Starting with a Full Screw
An often-overlooked point on extruders is starting. When the line is restarted after a stop, the screw may be full of cooled, partly solidified material. In this case the motor needs a starting torque much higher than the normal running torque. If the motor and drive were sized only for normal running torque, they struggle to start with a full screw; the drive's overcurrent protection trips and the line will not run. So when selecting an extruder motor, not only the continuous torque but the worst-case starting torque must be considered. Many plants therefore apply a procedure to empty the screw before stopping the line; even so, the motor's starting-torque reserve must be adequate.
The range's motors for plastic and rubber processing are offered with options suited to applications needing high starting torque. We covered the relationship between rated and starting torque in our rated and starting torque article, and torque classes (Design N/H) in our torque classes Design N/H content. Under drive operation this issue is also managed with the drive's torque boost and correct parametering.
Cooling and Heat Management Under Continuous Operation
On a 24/7 process line, the motor's heat management is the most important factor setting its life. A motor running continuously at full load produces heat continuously; this heat must be removed steadily. In standard IC411 cooling the shaft-mounted fan does this job, but on extruders needing full torque at low speed this fan can be inadequate; IC416 forced cooling then comes into play. We covered cooling methods in our electric motor cooling methods (IC411/IC416) article, and the effect of fan design on efficiency in our cooling and fan design in IE4 motors content.
Monitoring winding temperature is also important in continuous operation. Protection with PT100 or PTC thermistor prevents unexpected stops on a critical line; we explained this in our temperature monitoring with PT100 and PTC thermistor article. You can find continuous-process paper and textile line supply in our continuous-process paper and textile line content. Also, if the process environment is dusty or damp, the motor's protection class (usually IP55) must be chosen to suit; dust building up between the cooling fins lowers heat removal and needs periodic cleaning. We covered the effect of fin cleaning on efficiency in a dusty environment in our cooling fins and dirt build-up article.
Power Factor and Measuring the Savings
On a continuously running plant, to see the savings an IE4 motor brings you have to measure them. A high-efficiency motor does the same work with lower loss; but to make this gain concrete you need to know the motor's real power draw and running hours. There can be a difference between the nameplate efficiency and the real field efficiency because of load ratio and supply quality. We covered the difference between nameplate and field efficiency and calculating real savings correctly in our nameplate vs field efficiency difference article, and measuring and certifying annual energy savings in our measuring and certifying annual energy savings content.
Power factor (cos φ) is also important on continuously running plants; when the motor runs at part load the power factor falls and reactive draw rises. We examined the link between power factor and reactive penalty in a high-efficiency motor in our power factor and reactive penalty in a high-efficiency motor article. You can find the total cost of ownership (TCO) calculation in our high-efficiency motor TCO content.
Correct Power Supply: Sizing and Continuity
The power of an extruder motor is set by the screw diameter, the material, the output rate and the gear ratio on the line. Correct power selection affects both energy efficiency and continuity safety. An oversized motor runs at lower efficiency at part load and is an unnecessary investment; a too-small motor is constantly overloaded, overheats and fails early. The ideal selection has the motor spend most of its life between about three-quarters of rated power and full load; this is the region where both efficiency and power factor are highest. If the line has a future capacity-increase plan, this should be considered in power selection from the start; enlarging the motor later may require changing the gearbox, coupling and panel. We covered the balance of part-load efficiency and correct sizing in our part and low load efficiency, correct sizing article.
On a continuously producing plant, continuity matters as much as the right motor. When a critical extruder motor fails the line stops and production loss occurs. So keeping a spare motor for critical ratings is a wise strategy; we examined this in our critical spare motor list and stock planning article, and motor fleet management in three-shift plants in our motor fleet management in three-shift plants content. You can reach our range through our electric motors and the HEM Motor home page.
Frequently Asked Questions
Why should I choose an IE4 motor for a plastic extruder?
An extruder motor runs thousands of hours a year, often at full load. At such high running hours the efficiency class goes straight to the energy bill. An IE4 Super Premium motor runs with lower loss than a standard motor, and at high running hours the difference becomes a meaningful saving. A cooler-running motor also means longer life and less maintenance in continuous operation.
Does the extruder motor overheat when run at low speed on a drive?
An extruder is a constant-torque load; even as speed drops the torque stays the same, so the motor draws near full current at low speed too. Because the shaft-mounted fan weakens at the same time, the motor can overheat. On extruders running over a wide speed range, IC416 forced cooling with a separately driven fan is recommended.
How do I determine the motor power for an extruder?
Power is set by screw diameter, the processed material, the output rate and the gear ratio. An oversized motor lowers efficiency at part load, a too-small motor is constantly stressed. Share your line's data; we will size it with the correct power, speed and gear ratio.
Get a Quote
Share the power, speed, running hours and gearbox needs of your extruder or process line; we will size your IE4 motor suited to continuous high load with the correct cooling and drive. For a fast quote call +90 (532) 345 49 86 or reach us via our contact page.
Purchasing Checklist
- Are screw diameter, material, output rate and the needed power (kW) defined?
- Is the duty type S1 continuous and the annual running hours clear?
- Are the speed range and drive (VFD) need defined?
- Is the cooling class (IC411/IC416) chosen for the constant-torque load?
- Are the gear ratio and IEC frame-flange matching confirmed?
- Are PT100/PTC temperature protection and a critical spare motor planned?
- Is the IE4 efficiency class assessed against the high running hours?