 English
English
 Türkçe
Türkçe



Fermentation and bioreactor plants are production environments at the heart of the food, pharmaceutical, biotechnology and beverage industries, where hygiene and process control are most critical. In these facilities, the bioreactors in which microorganisms are cultivated in a controlled manner are equipped with top agitators, aeration blowers and transfer pumps. The electric motors driving this equipment face harsh conditions such as a sterile environment, frequent CIP (cleaning in place) washing, precise speed control and continuous operation. An incorrectly selected motor not only stops production but can lead to a hygiene breach and the loss of the entire batch. The right motor selection begins with matching the high protection class (IP65), frequency drive (VFD) compatibility for precise speed control, high torque capacity and hygienic body decisions to the environment. In this article we address the three critical motor groups of a fermentation and bioreactor plant (top agitator, aeration blower, transfer pump) separately and explain how to select the right motor for each in terms of power (kW), speed, torque, VFD compatibility, protection class and hygiene. HEM Motor, an electric motor factory manufacturing since 1979, supplies motors suited to hygienic and washable environments for fermentation and bioreactor plants from Türkiye stock with fast delivery.

Why Does the Bioreactor Environment Determine Motor Selection?
Fermentation and bioreactor plants combine three basic requirements: hygiene, precise process control and continuity. For the controlled growth of microorganisms in the bioreactor, the temperature, stirring speed and aeration are very precisely adjusted; this requires the speed of the motors to be steplessly controlled with a frequency drive (VFD). At the same time, all equipment is regularly washed with a CIP (Cleaning in Place) system; during this washing the motors are exposed to water, steam and cleaning chemicals. For this reason two issues come to the fore in hygienic plants: the protection class and a washable, easy-to-clean body. The protection class should be at least IP65; in directly washed areas, IP66 should be preferred. We addressed in detail which IP protection class is required in which environment in our article on IP protection class selection in electric motors (IP55, IP65, IP66).
In selecting a motor suited to food and pharmaceutical hygiene, it is important that the body has a smooth, dirt-resistant and easy-to-clean structure; this prevents bacterial accumulation. We addressed hygiene, IP protection and correct motor selection in food factories in our article on food factory electric motors: hygiene, IP protection and correct selection, and the hygienic environment and washing protection in dairy, meat and beverage plants in our article on dairy, meat and beverage plant electric motors: hygienic environment, washing and IP protection. We addressed the agitator and reactor motors in chemical, pharmaceutical and detergent plants in our article on electric motor selection in chemical, pharmaceutical and detergent factories.
In a fermentation plant, the failure of a motor can cost far more than an ordinary production interruption. A fermentation batch is a biological process lasting days or even weeks; if stirring or aeration is cut, the microorganism culture is damaged and the entire batch can be lost. For this reason motor selection in a fermentation plant is not only a technical supply decision but directly a production-safety decision. Selecting the critical motors (especially the agitator and aeration blower) from high-quality motors suited to continuous operation and kept as spares in stock minimizes this risk. At the same time, in a hygienic plant, the motor body being easy to clean and resistant to washing chemicals is critical in terms of both product safety and audit compliance; therefore the protection class and body quality should be selected correctly from the start.
Top Agitator Motors
The heart of the bioreactor is the top agitator, which homogeneously stirs the liquid inside and provides the distribution of oxygen and nutrients to the microorganisms. Since this agitator works in a viscous and dense environment, it requires high torque; at the same time, since the stirring speed must change at different stages of fermentation, precise speed control is mandatory. For this reason agitator drives are almost always solved with a geared motor + frequency drive (VFD) combination: the gearbox provides high torque, while the VFD steplessly adjusts the stirring speed according to the process. We addressed how to select an asynchronous motor to work with a VFD and what to watch for in our article on asynchronous motor with a frequency drive (VFD). Agitator motors generally consist of high-torque motors of 0.75-30 kW, reduced to a low output speed by a gearbox.
The agitator motor''s power depends on the bioreactor volume, the viscosity of the liquid and the desired stirring intensity. Since stirring in a viscous environment requires high torque, the motor''s service factor and starting torque must be selected adequately. We explained matching the IEC frame and flange to the reducer in our article on which electric motor fits a worm gear and NMRV reducer. On agitator motors running with a VFD, requesting reinforced winding insulation and, if necessary, forced cooling (a separate fan) guarantees sufficient cooling at low speed. We see agitator and reactor applications on the chocolate and confectionery side too; we addressed similar stirring logic in our article on chocolate and confectionery plant electric motors.
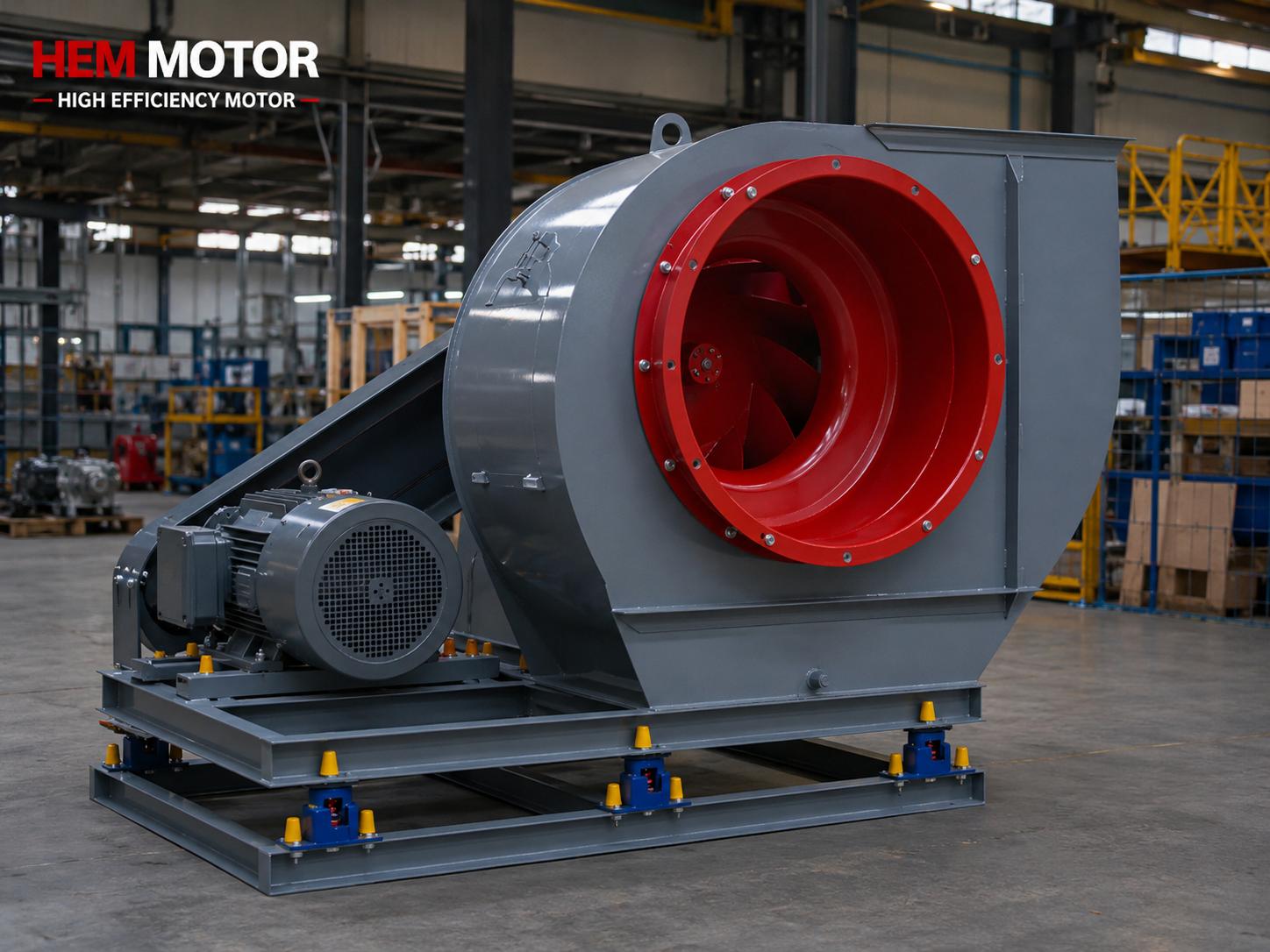
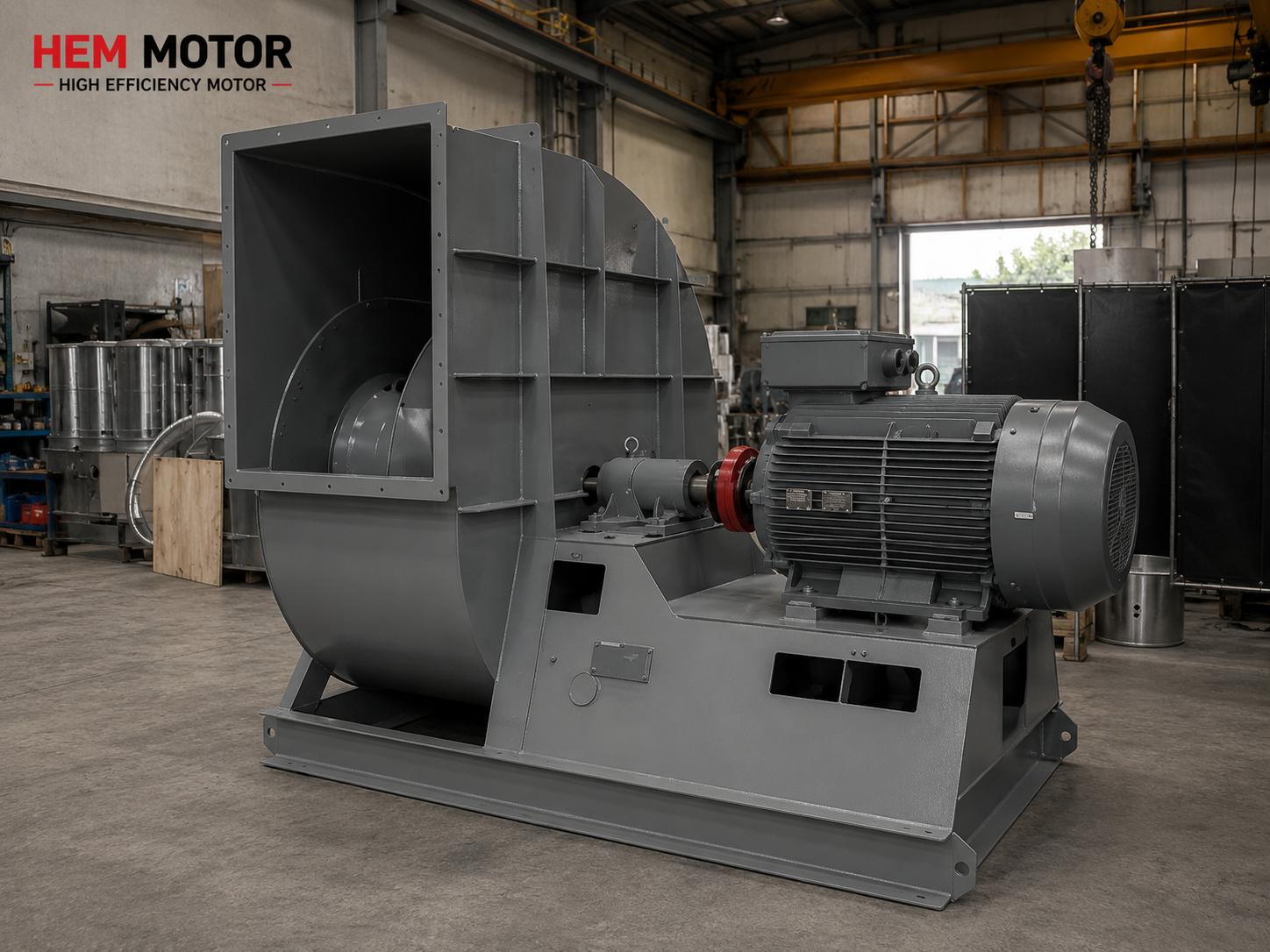
Aeration Blower Motors
In aerobic fermentation, the oxygen need of the microorganisms is met by aeration blowers that push sterile air into the bioreactor. These blowers run continuously and provide a stable, reliable air flow, because an interruption in oxygen risks the entire fermentation batch. Aeration blower motors are generally selected in the medium-large power band (5.5-90 kW) at 1500 or 3000 rpm; the power and speed are determined by the flow and pressure need. We addressed motor selection in blower and continuously running vacuum applications in our article on vacuum pump and industrial blower motors: continuous operation and sealing. We addressed mixer, blower and pump supply in biogas and treatment plants in our article on biogas and treatment plant electric motors: mixer, blower and pump supply.
Since aeration blower motors run continuously, the efficiency class is directly reflected in the energy cost; for this reason an IE3, and where possible an IE4 super premium motor, provides significant savings in the long term. A frequency drive is often used on blower motors because the flow need changes; thus the air flow is adjusted according to the process and energy is saved. The blower motor''s protection class should also be IP65 and selected to withstand CIP washing. Our article on water treatment and wastewater plant motors, where we collectively address the blower, agitator and pump motors in water treatment and wastewater plants, is a guide for plants with similar aeration logic.
Transfer Pump and Auxiliary Motors
In a fermentation plant, the transfer pumps that carry the medium, product and washing liquids between bioreactors and along the process line are critically important. These pump motors drive hygienically connected (generally centrifugal or positive displacement) pumps and are exposed to CIP washing. Transfer pump motors are generally selected at 1.5-30 kW, at 1500 or 3000 rpm, with IP65 protection. The pump motor''s power is determined by the required flow and head; we explained the right power matching step by step in our article on centrifugal pump motor selection: flow, head and power matching. B5 flange or B35 mounting is generally used in the pump connection.
In these motors, the choice of body material is important in terms of both hygiene and washing resistance. A cast iron body, with its solid structure and appropriate coating, is a choice suited to a washable environment; we compared the choice between a cast iron and aluminum body according to environmental conditions in our article on cast iron or aluminum frame motor selection. The common requirement of all transfer and auxiliary motors is IP65 protection that will withstand CIP washing, an easy-to-clean smooth body and a structure suited to continuous operation (S1). We collected the information to provide for a fast and accurate quote in our article on the 8 pieces of information to provide when requesting an electric motor quote.
Fermentation and Bioreactor Plant Motor Selection Checklist
- Protection class: Minimum IP65 due to CIP washing; prefer IP66 in directly washed areas.
- Hygiene: Request a smooth, dirt-resistant, easy-to-clean body and appropriate coating.
- Agitator: Geared motor for high torque + VFD for precise control.
- VFD compatibility: Choose a motor with reinforced insulation, drive-compatible, for speed control.
- Blower: IE3/IE4, IP65-protected blower motor for stable and reliable air flow.
- Pump: Motor suited to a hygienically connected transfer pump, IP65-protected, B5/B35 mounting.
- Duty type: S1 duty type on all continuously running motors.
- Spare plan: Keep critical agitator, blower and pump motors in stock as spares.
Frequently Asked Questions
Why is a VFD (frequency drive) required in a bioreactor agitator?
Throughout the fermentation process, the stirring speed must change at different stages: low at the start, and higher stirring is desired as the microorganism density increases. The frequency drive provides this precise control by steplessly adjusting the motor''s speed to the desired value; it also reduces the mechanical impact in a viscous environment with a soft start. On motors that will run with a VFD, requesting reinforced winding insulation and, if necessary, forced cooling (a separate fan) guarantees sufficient cooling at low speed and extends the motor''s life.
Why should the motors in a fermentation plant be IP65?
In fermentation and bioreactor plants, all equipment is regularly washed with a CIP (cleaning in place) system using water, steam and cleaning chemicals. During this washing the motors are exposed directly to water jets and moisture. IP65 protection protects the motor against this washing by providing full dust-tightness and resistance to water jets from every direction. In areas with direct and pressurized washing, IP66 should be preferred. In addition, the body having a smooth and easy-to-clean structure is as important as the protection class in terms of hygiene.
Should the agitator motor be geared or direct-drive?
Bioreactor agitators work in a viscous and dense environment, at low speed but with high torque. A standard asynchronous motor turns at 1400-1500 rpm; this speed is too high for stirring. The gearbox reduces the motor''s high speed to the desired low stirring speed and increases the output torque; this provides the force needed to stir the viscous environment. For this reason a geared motor is the standard solution in agitator drives. For precise speed control, this geared motor is generally used together with a frequency drive.
Get a Quote
For your fermentation and bioreactor plant we supply top agitator, aeration blower and transfer pump motors suited to a hygienic, washable environment, VFD-compatible and IP65-protected, from Türkiye stock with fast delivery. By sharing the nameplate information of your existing motor (kW, speed, frame size, gear ratio, mounting type) you can get a fast and accurate quote for an exactly equivalent motor. You can review our hygienic and efficient motor family on our efficient electric motors and IE4 electric motor pages. To get a quote now, contact us at +90 (532) 345 49 86 or through our contact page.





