 English
English
 Türkçe
Türkçe



Waste incineration and compost plants subject electric motors to several adverse conditions at once: high temperature, abrasive dust, humidity, corrosive gases and a line that runs around the clock. In these plants, an unplanned motor stop affects not only one machine but the entire process chain, from odour control to energy recovery. When the mixer in a fermentation chamber stops in a compost plant, the pile loses aeration and the process regresses; when the forced-draft fan stops on a waste incineration line, combustion efficiency drops and flue emissions can move out of control. For this reason, mixer (turner), burner fan, forced-draft fan, feed conveyor and bucket elevator motors must be selected far more carefully than in a standard industrial application. In this guide we examine each drive group of a waste incineration or compost plant one by one, explaining the criteria for power, speed, protection class and frame material, what must always appear in the quotation when you buy, and which spare motors should be kept in stock to minimise downtime when a failure occurs.

The Plant Drive Map: Which Motor Runs Which Machine?
When planning a compost or waste incineration plant from the motor perspective, a good starting point is to group machines by duty type and the environment they face. Turners and mixers need high torque; fans run continuously at high speed; conveyors and elevators need low speed and high starting torque. These three profiles mean three different selection logics. The same plant may contain everything from a 0.55 kW dosing motor to a forced-draft fan of 90 kW and above, which means frame, speed and mounting-type variety must be managed correctly during supply. Drawing the drive map is the first step both for choosing the right motor and for deciding which power ratings to keep in spare stock.
Turner and Mixer Motors
Turners that aerate the compost pile and mixers in the fermentation chamber rotate heavy, sticky material at low speed. These applications generally require a geared drive: the speed of a 1500 rpm motor is reduced to the required output speed by a worm or bevel-helical reducer while the output torque increases. Here it is critical that the motor has high starting torque so a buried mixer can start easily under load. Choosing a cast-iron frame for turner motors gives an advantage in both mechanical impact resistance and heat dissipation. Because the mixer shaft frequently starts under full load, the fatigue strength of both motor and reducer comes into play; the service factor and duty type must be defined correctly during selection. To set up the reducer matching correctly, we recommend reviewing the elevator and screw motor selection in feed factory and mill motors; similar load profiles are covered in detail there.
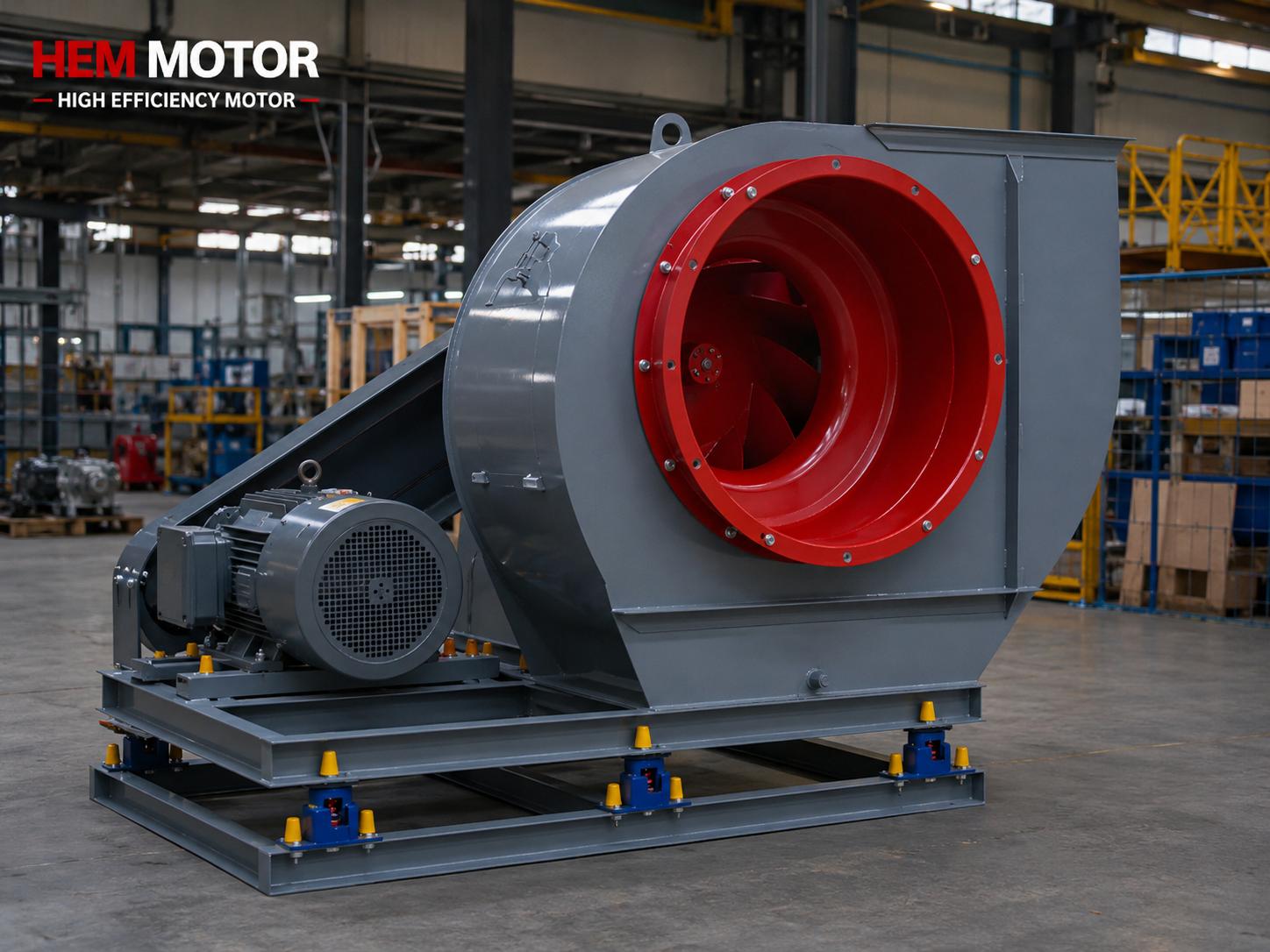
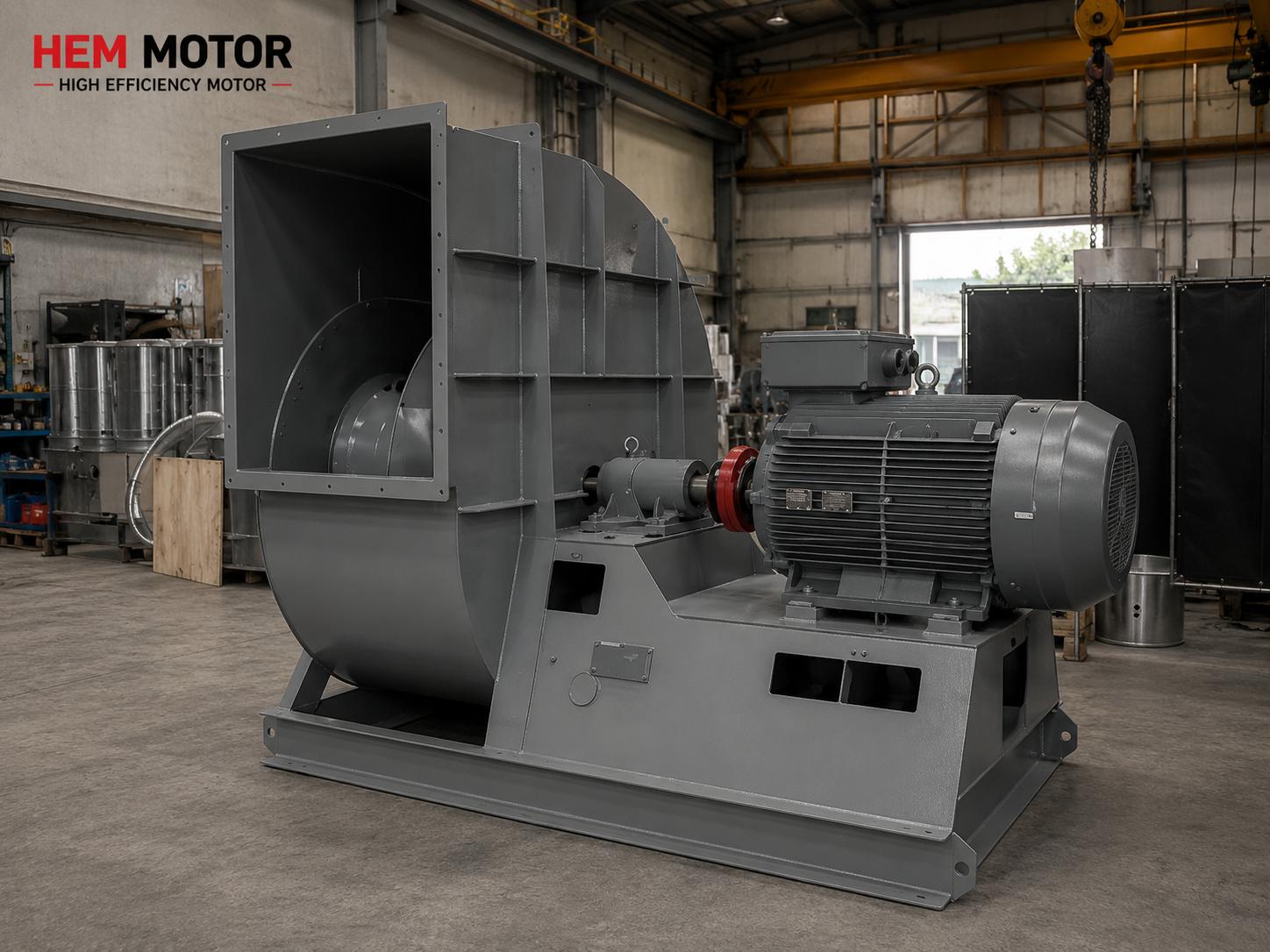
Burner Fan and Forced-Draft (ID/FD) Fan Motors
At the heart of the combustion line are the burner fan and forced-draft fans. These motors are among the groups with the highest operating hours and the highest temperature load in the plant. Fans are usually selected as 2-pole (3000 rpm) or 4-pole (1500 rpm); because the induced-draft (ID) fan works close to hot, corrosive gas, the temperature resistance of the motor frame and bearings becomes important. F-class insulation is the minimum expectation here, and at high ambient temperatures H-class insulation or a derating calculation may be required. Because fan air flow varies with process demand, it is safe to size the power for the worst case (highest flow and pressure) and leave a power margin on top. You can find how fan motor selection is made according to flow and pressure in centrifugal and axial fan motor selection.
Feed Conveyor, Scraper and Bucket Elevator Motors
Conveyors, scrapers and bucket elevators that carry waste to the furnace or compost line need high torque at low speed and must start under full load. These motors are usually used with a reducer, and the duty type must be defined correctly because of frequent start-stop cycles. In bucket elevators in particular, the motor needs a high starting torque when the line is stopped and restarted while full, so high-torque-class motors are preferred. You can find how a conveyor motor is replaced one-to-one in an emergency in the conveyor belt motor emergency replacement checklist.
Hot, Abrasive and Humid Environment: Protection and Frame Selection
Waste incineration and compost plants combine three hazards for a motor. The first is temperature: both process heat and the continuous load on fan motors raise winding temperature. The second is abrasive dust: compost dust and clinker particles stick to fan blades and motor cooling fins, weaken cooling and cause the motor to overheat. The third is humidity and corrosive gases: the moisture and gases released as organic waste decomposes cause corrosion on the motor frame, shaft surface and terminal box. When these three factors come together, the life of a wrongly selected motor falls far below expectation.
Protection Class (IP) and Insulation Class
A minimum of IP55 protection is essential in these environments; IP65 or IP66 is preferred where dust is heavy and washdown is frequent. On the insulation side, F class is standard and H class is recommended for fan and furnace-adjacent applications where ambient temperature is high. The sealing of the terminal box and suitable cable glands are decisive for the field performance of the IP protection; even a single loose gland can render the protection class ineffective. To determine the correct protection class, the IP protection class selection (IP55, IP65, IP66) article offers a practical decision table; for the effect of insulation class on life in hot, dusty conditions see motor insulation class in hot and dusty environments.
Frame and Coating Against Corrosion
Where corrosive gas and moisture are concentrated, a cast-iron frame, cataphoresis coating and additional corrosion protection make a real difference. Stainless fasteners, a sealed terminal box and suitable cable glands directly extend motor life. In compost plants, the shaft end and oil-seal protection should not be overlooked, especially on the parts of the elevator and mixer shaft exposed to moisture and organic acid. For the corrosion and open-field performance of the cast-iron frame, corrosion protection and open-field use in cast-iron body motors is a detailed resource.
Efficiency and Duty Type Suited to Continuous Operation
Waste incineration plants typically run without interruption (S1); the compost line may have start-stop cycles. This difference is decisive when selecting the motor duty type and efficiency class. At high operating hours, efficiency class directly affects energy cost; when a fan motor runs thousands of hours a year, even a few percentage points of efficiency difference between IE4 and IE3 turns into a meaningful amount by year-end. Therefore IE4 or IE3 efficient motors make sense for long-running groups such as fans and mixers. For intermittently running screen and dosing motors, efficiency class remains important, but correct definition of the duty type comes to the fore for service life. To define the duty type (S1 continuous, S6 intermittent) correctly before ordering, the duty type (S1-S6) selection article is a useful guide. For efficiency class selection and savings, you can review the IE4 electric motors and IE3 electric motors categories in our product range.
Fan and Mixer Control with a Variable-Frequency Drive
Because the air flow on the combustion line varies with process demand, controlling fan motors with a variable-frequency drive (VFD) is advantageous. It both saves energy and reduces mechanical load and the inrush current on the grid with a soft start. In drive operation, it matters for long life that the motor winding insulation is resistant to voltage spikes and that insulated bearings are used where needed. For details of VFD selection we recommend variable-frequency drive (VFD) with asynchronous motor. To see the right frame and speed combination across a wide power range, you can use the high-efficiency electric motors and, for mounting options, the electric motor mounting types pages.
Supply Considerations: Redundancy and Fast Replacement
In a continuously running plant, the most critical point is the spare motor plan. Keeping a one-to-one replacement motor in stock for critical drives such as the burner fan, ID fan and main mixer reduces unplanned downtime from hours to minutes. When ordering, providing the full nameplate data of the existing motor (kW, speed, frame, mounting type, IP, insulation class) prevents the wrong motor from arriving and speeds up the quotation process. When planning supply, evaluating not only the motor but also the reducer, coupling and belt-pulley group used in fans and mixers ensures that the spare you hold will truly fit one-to-one in the event of a failure. Similar mixer- and blower-intensive applications are covered from different angles in biogas and treatment plant motor supply and in recycling-focused recycling and plastic shredding plant motors. For blower and mixer applications on the wastewater and treatment side, water treatment and wastewater plant motors is also a complementary resource.
Frequently Asked Questions
Which insulation class is required for a burner fan motor?
Because burner and forced-draft fan motors are exposed to high temperature and continuous load, F-class insulation is the minimum expectation. Where ambient temperature is high or the motor runs near the furnace or flue, H-class insulation or a derating calculation is recommended. The correct choice directly affects the winding life of the motor and prevents early failures.
Should I use a geared motor or a direct motor for a compost mixer?
Compost turners and mixers need low speed and high torque, so a geared drive is almost always used. A 1500 rpm motor is reduced to the required output speed by a worm or bevel-helical reducer while output torque increases. A high-starting-torque motor matters so a mixer buried under the pile can start easily.
Which protection class (IP) is sufficient for waste incineration plant motors?
A minimum of IP55 protection is essential everywhere. IP65 or IP66 should be preferred where dust is heavy, washdown is frequent, or moisture and corrosive gas are present. A cast-iron frame and suitable coating significantly extend motor life in a corrosive environment.
Get a Quote
To supply the mixer, burner fan, forced-draft fan, conveyor and elevator motors of your waste incineration or compost plant in a way suited to hot, abrasive and humid conditions, get in touch with us. Share your plant drive list and the nameplate data of your existing motors, and we will prepare a fast quote with the right power, speed, protection and frame options. Call us on +90 (532) 345 49 86 or reach us via our contact page.





