 English
English
 Türkçe
Türkçe

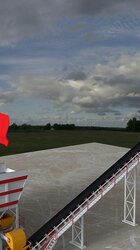


The drive motor of long, heavy-load belt conveyors is one of the most critical and most strained motors in a facility. This motor usually operates under continuous (S1) full load, with high starting torque and often in dusty, open-field conditions. Such a duty profile demands durability in every detail, from the motor frame to the insulation class, from the bearing structure to the protection class. This is precisely why cast-iron framed motors are preferred in heavy-duty conveyor drives; the cast-iron frame offers the most suitable solution for heavy-impact, continuous loads in terms of vibration damping and mechanical strength. In this article, we address the selection of continuous load, torque and durability in a heavy-duty conveyor drive motor; the logic of geared drives; and the impact and rigidity advantage of the cast-iron frame.

Duty Profile in a Heavy-Duty Conveyor
Long-run belt conveyors must move the loaded belt without interruption. This means the motor mostly operates in the S1 continuous duty type, at a point close to full load. Continuous full load means the motor is continuously strained thermally; therefore cooling, insulation class and the frame's heat dissipation capacity become critical. A continuously running conveyor motor produces far more heat than an intermittently running motor, and must continuously expel that heat. In a motor whose cooling is insufficient, the winding temperature approaches the insulation limit; this both lowers efficiency and shortens insulation life. For this reason, in a heavy-duty conveyor motor, cooling and frame material must be evaluated as a priority at the initial selection stage.
Another demanding aspect of conveyor drives is start-up. After being stopped, a loaded belt requires high starting torque to set in motion again. For this reason, when selecting a conveyor motor, not only the rated power but also the balance between rated torque and starting torque must be considered. Insufficient starting torque leads to the loaded belt being unable to move and to the motor being strained. Especially in scenarios where the belt stops while loaded and must start again, the motor's breakdown (maximum) torque must also be sufficient; otherwise the motor stalls before lifting the load and draws excessive current, tripping the protection. For this reason, motor selection in a heavy-duty conveyor must be based on the most demanding start-up scenario.
Why a Cast-Iron Frame?
In heavy-duty applications, the frame material directly determines the motor's service life and reliability. When cast iron and an aluminium frame are compared, cast iron offers high mechanical strength, better vibration damping and superior resistance to impact. In a conveyor drive, belt tension, changes in material load and start-stop cycles create continuous vibration and variable load; the cast-iron frame remains rigid and stable under these conditions. Vibration fatigues not only the motor's frame but also its bearings, winding and fasteners. A rigid frame damps vibration and reduces the load on these components, thereby lowering the frequency of failures. Although an aluminium-framed motor offers a lightness advantage, in heavy-impact and continuously loaded conveyor drives, the mechanical stability provided by cast iron means a lower total cost in the long run.
Torque and Power Selection
The correct power selection in a conveyor drive motor is made on the basis of belt length, incline, the weight of the conveyed material and speed. In the motor power calculation for a conveyor, the friction, lifting and acceleration components must be evaluated together. Selecting insufficient power leads to the motor being continuously strained and overheating, while selecting excessive power lowers efficiency and power factor. In a conveyor, the load is often more variable than predicted; the amount of material falling onto the belt can increase suddenly. For this reason, in power selection, the possible peak load and service factor must be taken into account alongside the average load. A correctly sized motor runs efficiently under continuous load and handles sudden load increases with a safe margin; this reduces unexpected stoppages of the line.
In a conveyor, speed is usually obtained not directly from the motor speed but by reduction through a gearbox. For this reason, the motor's speed selection must be considered together with the gearbox ratio. To provide the desired linear belt speed, the motor + gearbox combination is sized as a whole. Although low-speed high-pole motors are preferred in some direct-drive applications, in a heavy-duty conveyor the geared solution generally stands out.
Geared Drives and Motor Matching
In a heavy-duty conveyor, the gearbox both reduces speed and increases output torque. For this reason, the drive is usually built with a bevel-helical gearbox or, depending on the application, a worm gearbox. In the motor + gearbox matching, IEC frame and flange compatibility must be verified. Whether a geared motor or a separate motor + gearbox is preferred is determined according to the maintenance and spare-parts strategy.
Durability: Bearings, Insulation and Protection
Durability in a heavy-duty conveyor motor is gathered under three main headings: bearing structure, insulation class and protection class. In a motor operating under continuous load and vibration, bearing life is determined by the correct bearing selection and lubrication. For heavy-duty applications, a reinforced bearing structure and suitable greasing intervals are preferred.
The insulation class determines the thermal durability of a motor that heats up under continuous full load. Class F or H insulation provides a wider thermal reserve under high temperature. Considering the continuous load in a conveyor drive, Class F insulation is a common standard; in hotter environments, Class H may be preferred. The insulation class selection must be made by considering ambient temperature and continuous load together, because continuous full load carries the motor's winding temperature far above the ambient temperature.
Dusty Environment and IP Protection
Conveyors mostly operate in dusty, open or semi-open fields. For this reason, the motor's protection class is critically important. Although standard IP55 protection is sufficient in many applications, in heavily dusty environments IP65/IP66 dust sealing may be required. The cast-iron frame offers a solid and sealed structure that supports these protection classes. In addition, oil-seal and sealing solutions extend service life by preventing dust from reaching the bearing and winding.
Starting and Start-Up Management
Setting a loaded conveyor in motion requires high starting current and torque. Although direct-on-line (DOL) starting is possible at small power levels, in high-power conveyor motors starting methods that reduce the starting current are preferred. Star-delta, a soft starter or a frequency drive protects both the grid and the mechanical transmission.
Especially in long and heavy belts, soft starting reduces the sudden load on the belt and the gearbox. When a frequency drive (VFD) is used, start-up is carried out in a controlled manner and belt tension is managed. This both extends the mechanical life and makes restarting after a stoppage safe.
Heat Dissipation and Cooling of the Cast-Iron Frame
In a conveyor motor running at continuous full load, heat management is one of the most important factors determining service life. Thanks to its high thermal mass and the cooling fins on the frame, the cast-iron frame dissipates heat effectively. However, dust accumulating between these fins can seriously weaken cooling. For this reason, regular cleaning of the cooling fins is an inseparable part of periodic maintenance in dusty conveyor environments.
The higher thermal mass of the cast-iron frame compared to aluminium causes the temperature to rise more slowly during short-term overload impacts. This is an advantage in conveyors with start-stop cycles and variable material loads; the motor has a wider thermal buffer during sudden load increases. Nevertheless, under continuous load, the motor's thermal limit must be evaluated together with the insulation class and ambient temperature.
Terminal Box, Cable and Earthing
In a heavy-duty conveyor motor, the reliability of the electrical connection is as important as the mechanical strength. In a motor operating under vibration, loose connections lead to failure over time; for this reason, the terminal box and cable connection must be made with the correct gland and IP protection. In a dusty environment, sealing of the terminal box prevents dust and moisture from entering.
In a continuously running motor exposed to vibration, earthing and electrical safety must also not be neglected. Correct earthing is critical both for operator safety and for protecting the motor in case of a fault. The cast-iron frame offers a suitable and durable surface for a solid earthing connection.
Open Field and Corrosion Protection
Conveyors frequently operate in the open field, exposed to moisture and weather conditions. In this case, protecting the frame surface against corrosion directly affects service life. Corrosion protection of a cast-iron motor in the open field is provided with suitable paint and coating. Cataphoresis coating and painting protect the frame in moist and corrosive environments, extending the motor's field life.
Emergency Replacement and Spare Motor Plan
Because the failure of a conveyor drive motor can halt the entire line, the downtime cost is high. For this reason, in heavy-duty conveyors, a plan for finding an emergency replacement motor and exact replacement is important. The existing motor's nameplate values, frame size, shaft diameter and flange type must be recorded in advance; spare motors must be stocked for critical lines. The stoppage of a conveyor line often means not only that motor stopping but the entire production chain connected to it; therefore, the cost of a spare motor remains small next to the cost of a possible stoppage.
In an exact replacement, mechanical compatibility is critical. A replacement made without verifying the shaft diameter, key and coupling dimensions and the IEC frame size leads to installation problems and delay. In long-run conveyor applications such as ports and terminals, this planning is even more critical.
Torque Class and Load Character
A conveyor drive is a load with constant-torque character: even if the belt speed changes, the torque required to move the conveyed load remains relatively constant. For this reason, the motor's torque behaviour is important. The torque class (Design N/H) determines the motor's starting and breakdown torque; in heavily loaded conveyors, a class providing high starting torque may be preferred. The constant-torque character of the load is also decisive in the selection of the gearbox ratio and motor speed.
The constant-torque character is also important if speed control will be carried out with a frequency drive. Motor selection in constant and variable torque loads differs; in a conveyor, full torque must be maintained even at low speeds, which makes it essential to select the motor and drive correctly together.
Heavy-Duty Conveyor Drives by Sector
The heavy-duty conveyor drive motor encounters different challenges depending on the sector. In mining and open-pit long-distance belt conveyors, the line length can be kilometres; here high torque, starting and dust protection are needed together. While IP protection stands out in the dusty lines of cement plants, hygiene and low vibration are the priority in food and packaging lines.
This diversity shows that a conveyor motor cannot be selected with a single recipe. In each application, the duty profile, ambient conditions and load character must be evaluated separately; the cast-iron frame stands out as the fundamental choice that meets the durability need that is the common denominator of these demanding profiles. In stone crushing and heavy-industry plants, making the selection on the assumption that the motor will operate at continuous full load and under impact conditions is the safest approach.
Purchasing and Selection Checklist
- Make a realistic power calculation from belt length, incline, conveyed load and speed.
- Evaluate the starting torque requirement together with the rated torque.
- Clarify the duty type (S1 continuous) and the cooling requirement under continuous load.
- Prefer a cast-iron frame for vibration and impact durability.
- Select the IP55/IP65/IP66 protection class according to the environment.
- Determine Class F or H insulation according to the continuous-load temperature.
- Verify IEC frame and flange compatibility in the motor + gearbox matching.
- Plan the starting method (soft starter/VFD) at high power.
- Prepare the spare motor and exact-replacement information for the critical line.
You can review the high-efficiency electric motors and, for heavy duty, the worm gearboxes pages from our product range, and reach us for the right drive solution through the HEM Motor homepage.
Frequently Asked Questions
Why is a cast-iron framed motor preferred in a heavy-duty conveyor?
The cast-iron frame offers high mechanical strength, superior vibration damping and resistance to impact. In a conveyor drive, continuous load, belt tension and start-stop cycles create vibration; the cast-iron frame remains rigid and stable under these conditions, extending the motor's service life.
Why is starting torque important in a conveyor motor?
After being stopped, a loaded belt requires high starting torque to set in motion again. Insufficient starting torque leads to the belt being unable to move and to the motor being strained. For this reason, in a conveyor motor, the starting torque balance is evaluated as much as the rated power.
Why is a gearbox necessary in a conveyor drive?
The gearbox both reduces the motor speed to the desired belt speed and increases the output torque. This provides the high torque required to move the heavily loaded belt. The motor + gearbox combination is sized as a whole according to the belt's linear speed and load requirement.
Get a Quote
Let us determine together the cast-iron motor in the correct power, torque and durability class for your heavy-duty conveyor. For motor and gearbox matching, reach the HEM Motor experts at +90 (532) 345 49 86 or request a quote through our contact page.





